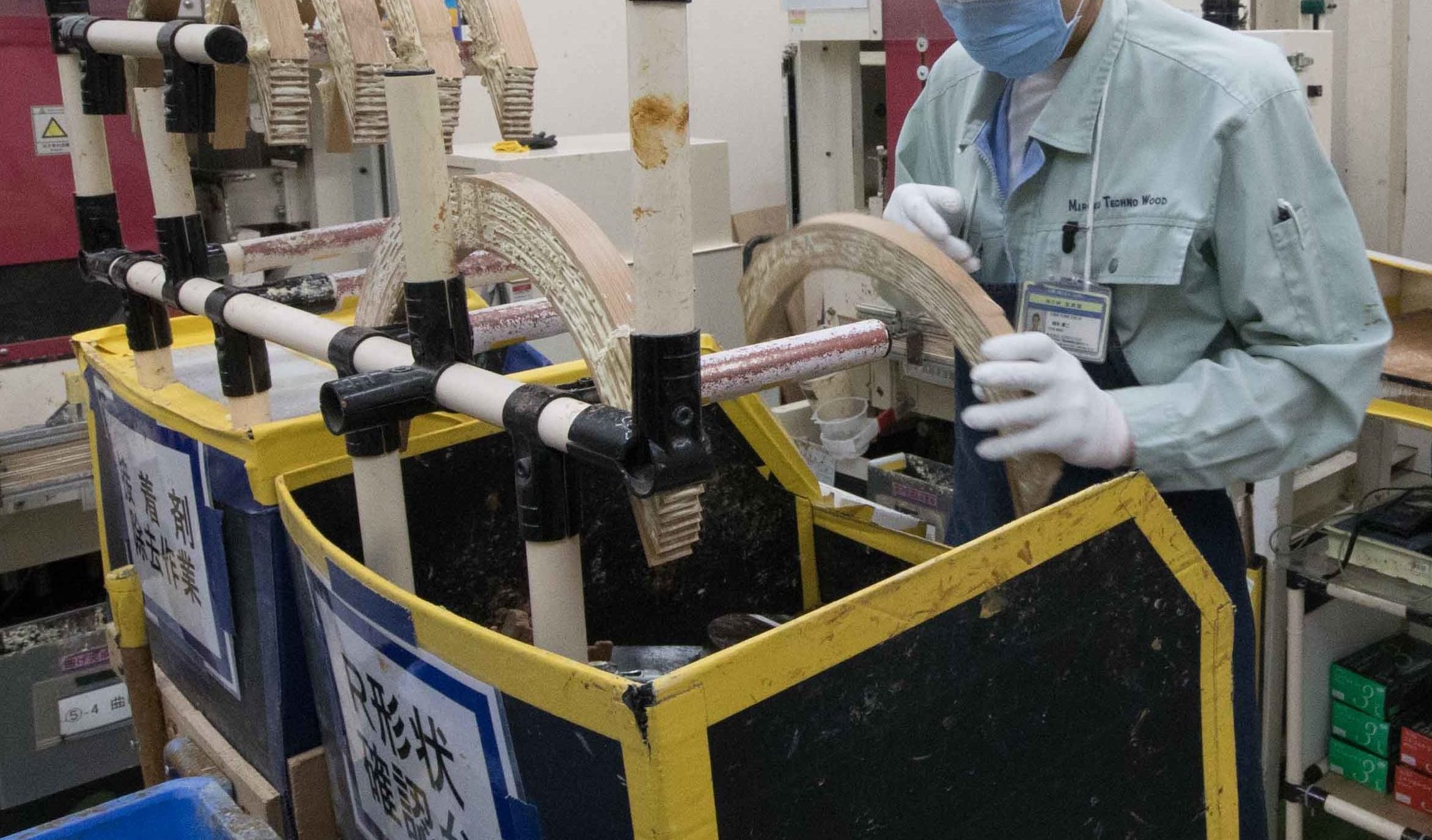
孟宗竹を乾留・乾燥処理し、4mm厚に製材したものを「ラミナ」と呼びます。このラミナを11枚使用し専用のプレス機で曲げながら接着、固定することでハンドルのRに合った竹の曲げ積層材が出来上がります。
ウォールナット・メイプル等の無垢木材や竹の積層材から、ハンドルの部品となる木ピースを削り出します。寸法通りに加工するためには高い技術が必要です。素材の特性に合わせて最適な刃具の選定と回転数・送り速度・削り代等の設定を行っています。
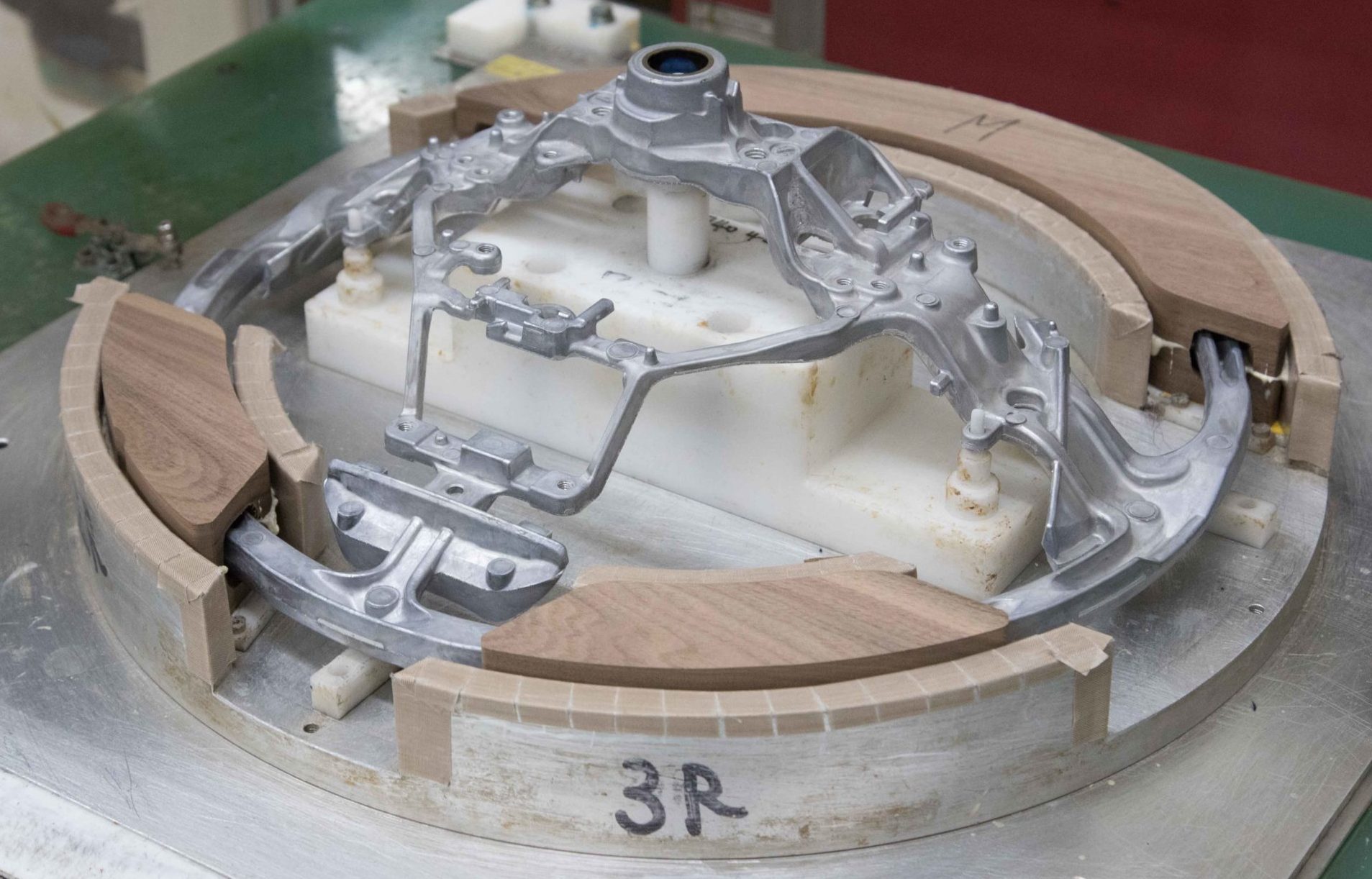
ハンドルの芯となる金属(芯金)を、上下から木ピースで挟み込んで接着することで、芯金に木部が固定されて、ハンドルの原型が出来上がります。
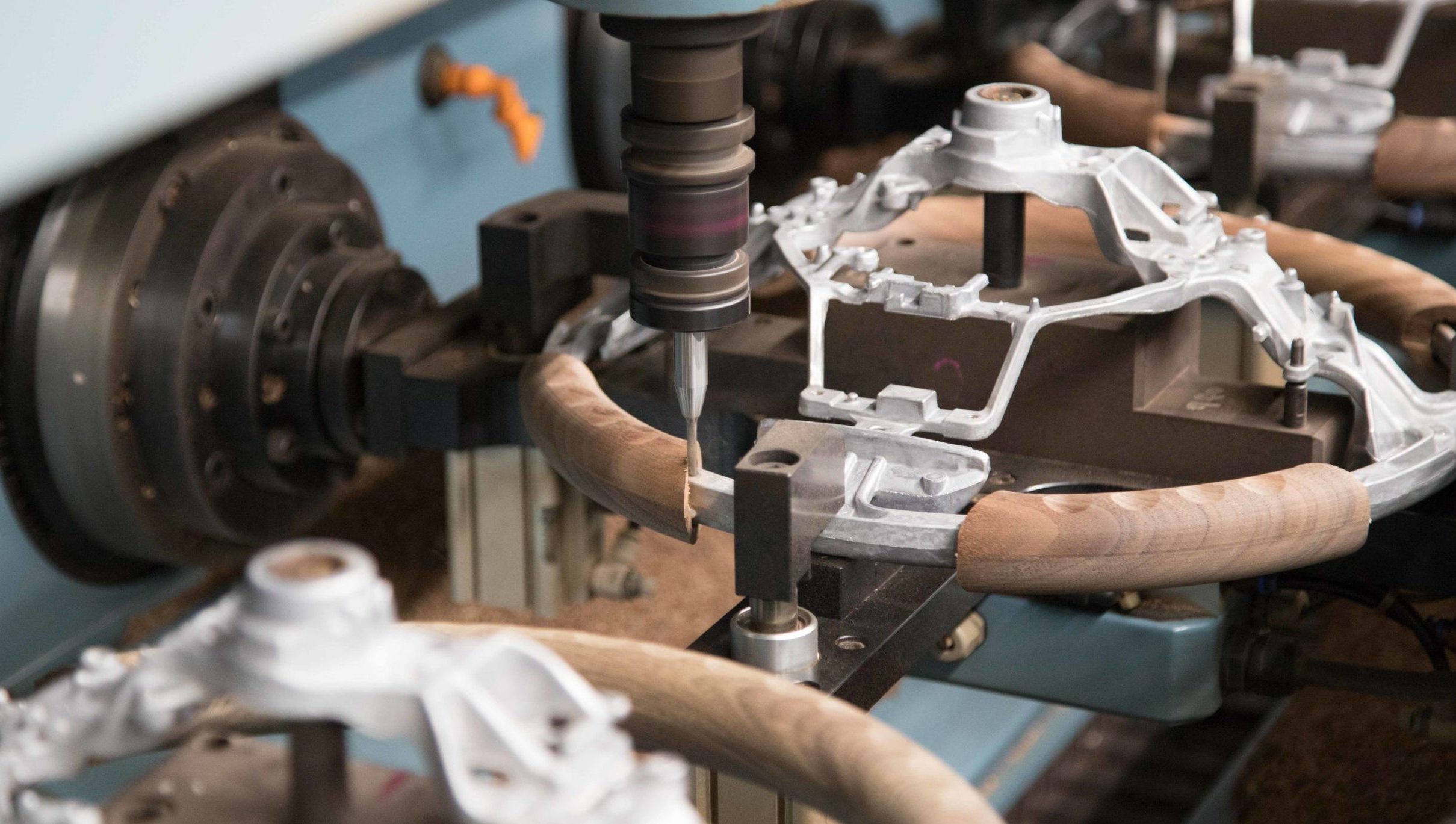
木部を手に馴染むハンドル形状になるように、カービングマシンで3次元曲面を精密に削り出していきます。
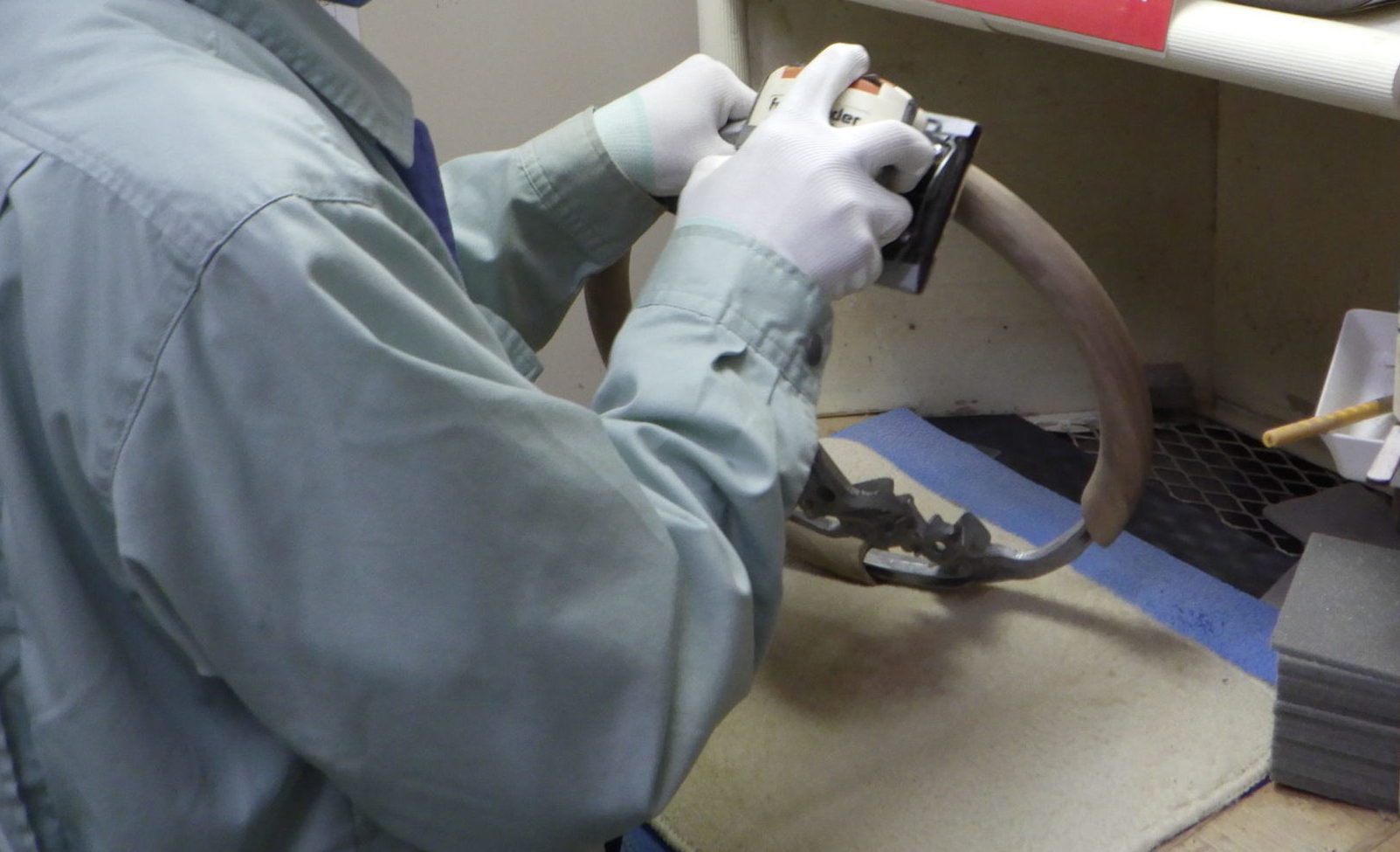
塗装完成時に凹凸や塗りムラが発生しないよう、木部の面粗度を整えます。荒加工は自動研磨機で行いますが、最後は人の手で、職人が木目の流れや硬さを見ながら微妙な調整を加えて、平滑に仕上げます。
天然素材は1つ1つ素材の色味が異なります。そこで、色を均一にする為に先ず調色を行って色味を整えます。その後、職人が手作業で目止め剤を木部表面に塗り込み、木材の導管を埋めて平滑にすることで塗装の下地が出来上がります。
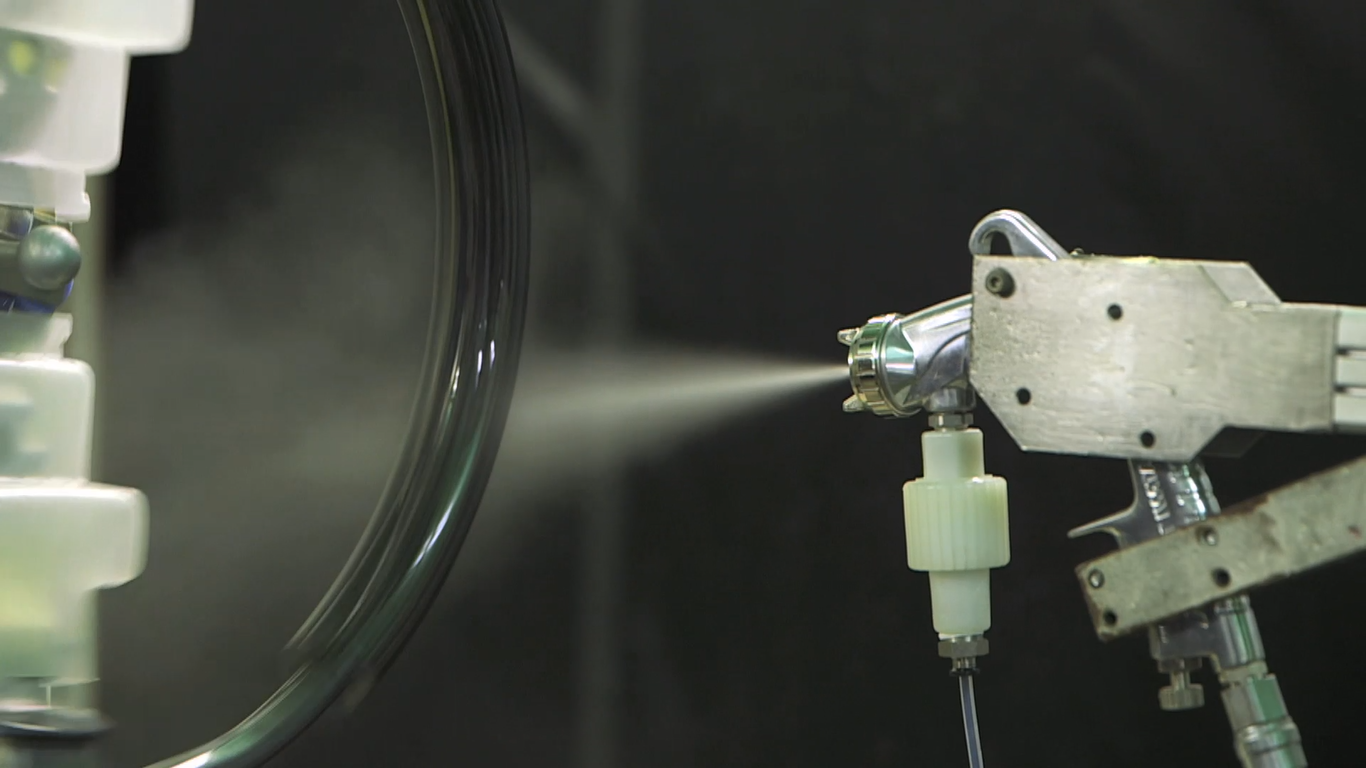
塗装工程ではクリア塗料やカラー塗料を塗り重ねていきます。塗料でコーティングすることによってハンドルの木部表面の強度を保持し、紫外線等による変色を防止します。また、塗装することによって木目の美しさがより一層際立ちます。
塗り重ねの間に「空研ぎ」と呼ばれる研磨作業を行います。空研ぎを行うことで表面の平滑を出すことが出来ます。
ハンドル1本1本を熟練の作業者が目視や手の感触により確認して、わずかなゴミの付着も見逃すことなく取り除き、塗装表面を均一な状態に仕上げます。この工程を経て、純木ハンドルの木部が完成します。
金型にハンドルをセットし、木部以外の芯金部にウレタンを射出成形します。製品ごとに仕様が異なる為、材料管理・成形条件管理・金型管理を徹底しています。
ウレタン部の上に、天然の牛皮を使用した革を巻いていく作業です。革は部位によってシワや伸びの条件が異なり、機械による均一な作業が難しい為、作業者が各々の条件に合わせながら手作業で1本1本縫製しています。
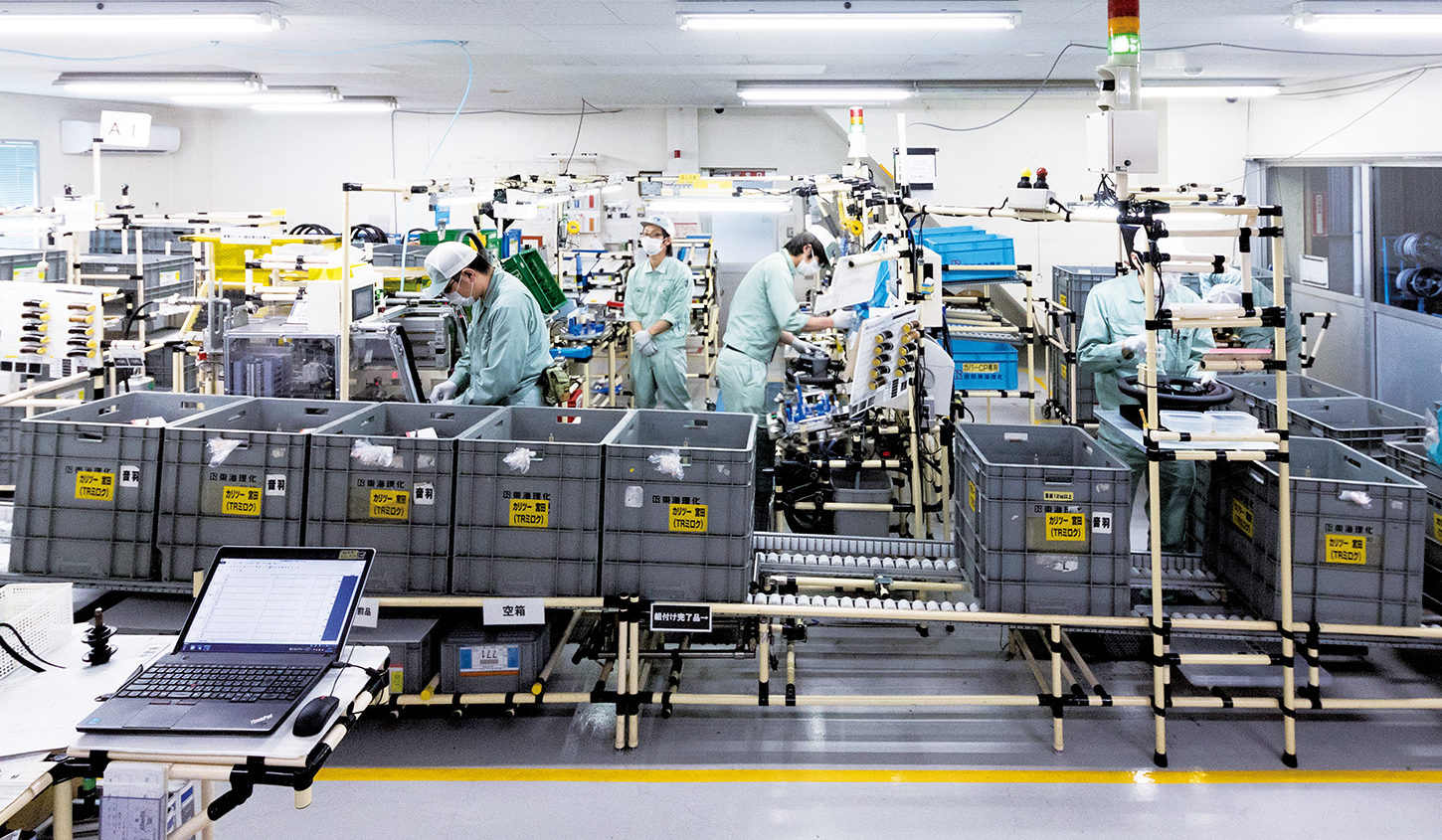
6種類の部品をハンドル毎の仕様に合わせて組立てることで、ハンドルが完成します。数十種類もの仕様があり、部品の組み合わせも様々ですが、作業者が徹底した品質管理の下で、間違いの無いように組立作業を行います。
数多くの工程・加工を経て、最終検査を行います。認定検査員が、木部のわずかな傷・塗りムラ、革部のシワ・色ムラ、組立のビスに至るまで見落としの無いように1つ1つチェックします。この妥協を許さない徹底した品質検査をクリアした製品だけが出荷されます。